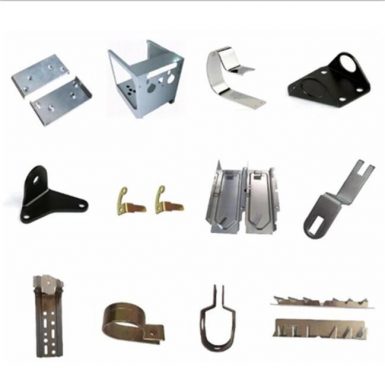
Piese de ștanțare și sudare
HAIYAN BOLT este capabil să realizeze diverse tipuri și forme de fabricație metalică.
ProducAbilitatea zia:
– Proiectați, dezvoltați, prototipizați și produceți cu desen de clienți, eșantion, idee.
- OEM, ODM
- Ștanțare / îndoire, prelucrare, sudare, asamblare.
- Probele disponibile înainte de producția în masă
Produse aplicate în:
Construcție și decorare
Agricultură și agricultură
Electricitate & Telecom
Industrie și echipamente
Aparat de uz casnic
Sport și accesorii
Piese auto
CAPACITATEA DE PRODUCȚIE
a) Ștampilare: 16Ton-500Tonă
b) Sudare: Sudare cu dioxid de carbon, sudare la fața locului, sudare tig, sudare robotizată automat.
c). prelucrare: Centrul de strunjire și mașini CNC, mașini ușoare (găurire, frezare și filetare).
d). Tratament de suprafață: Galvanizare, anodizat, zincare / nichel / crom / staniu, acoperire cu pulbere, vopsire etc.
| Numele articolului | Piese de ștanțare și sudare a metalelor |
| Capacitate | Ștanțare, sudare, prelucrare și asamblare. |
| Proiecta | software Auto CAD, Pro / E, Solidworks, UG (dwg, dxf, IGS, STP, XT) |
| Material | Fier, aluminiu, oțel carbon, alamă, oțel inoxidabil etc. |
| Tratament de suprafață | Anodizare, cromat, placare electrolitică, placare cu nichel, placare cu staniu, galvanizare, temperat, vopsit, acoperire cu pulbere, poloneză etc. |
| Toleranţă | Ștanțare 0,01-0,1 mm, prelucrare 0,002-0,1 mm |
| cerere | Utilaje, electronice, construcții și decorațiuni, iluminat, piese auto, transport, medical, accesorii pentru calculator, agricultură, prelucrarea alimentelor etc. |
| Proba de timp de plumb | Aproximativ 1-2 săptămâni pentru probe personalizate |
Piesa de ștanțare este un fel de metodă de prelucrare a formării care folosește presă și matriță pentru a exercita forță externă pe foaie, bandă, țeavă și profil pentru a produce deformarea sau separarea plasticului, astfel încât să obțină forma și dimensiunea dorită a piesei (piesă de ștanțare). Ștanțarea și forjarea aparțin procesării din plastic (sau prelucrării sub presiune), cunoscute colectiv ca forjare. Billetele pentru ștampilare sunt în principal plăci și benzi din oțel laminate la cald și laminate la rece.
Există, de asemenea, un număr mare de piese de ștanțare în ustensilele vii și alte produse.
În comparație cu piesele turnate și forjarea, piesele de ștanțare sunt subțiri, uniforme, ușoare și puternice. Ștampilarea poate produce piese cu rigidizare, coaste, ondulații sau flanșe dificil de fabricat prin alte metode, pentru a îmbunătăți rigiditatea acestora. Datorită utilizării matriței de precizie, precizia piesei poate atinge nivelul micronului, iar precizia de repetare este ridicată, specificația este consistentă, iar gaura și soclul, șeful etc. pot fi perforate.
În general, piesele de etanșare la rece nu mai sunt prelucrate sau au nevoie doar de o cantitate mică de prelucrare. Precizia și starea suprafeței pieselor de etanșare la cald sunt mai mici decât cele ale pieselor de etanșare la rece, dar sunt în continuare mai bune decât turnările și forjările, iar cantitatea de prelucrare este mai mică.
Ștampilarea este o metodă eficientă de producție. Folosind matriță compusă, în special matriță progresivă cu mai multe poziții, se pot finaliza procese de ștanțare multiple pe o presă, realizând producția complet automată de la dezvelire, nivelare, decupare până la formare și finisare. Are eficiență ridicată a producției, condiții bune de lucru și costuri reduse de producție. În general, poate produce sute de bucăți pe minut.
Ștampilarea este clasificată în principal după procedeu, care poate fi împărțit în proces de separare și proces de formare. Scopul procesului de separare este de a separa piesele de ștanțare de pe foaie de-a lungul unei anumite linii de contur și de a asigura cerințele de calitate ale secțiunii de separare. Suprafața și proprietățile interne ale tablelor pentru ștanțare au o influență mare asupra calității produselor de ștanțare. Este necesar ca grosimea materialelor de ștanțare să fie exactă și uniformă; suprafața este netedă fără pete, cicatrici, zgârieturi sau fisuri de suprafață; puterea de randament este uniformă, fără direcționalitate evidentă; alungirea uniformă este ridicată; raportul de randament este scăzut; întărirea muncii este scăzută